| RU | ENG |
| ГЛАВНАЯ |
| ОБОРУДОВАНИЕ КОНТАКТНОЙ СВАРКИ |
| СВАРКА ПРУТКОВ |
| СВАРКА КАБЕЛЕЙ |
| СВАРКА ЛЕНТ И ПИЛ |
| СВАРКА ТРУБ |
| СВАРКА КОНЦЕВОГО ИНСТРУМЕНТА |
ИНФОРМАЦИЯ
| ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ |
| УЧАСТИЕ В ВЫСТАВКАХ |
| НАШИ ПАРТНЕРЫ |
Оборудование для контактной стыковой сварки
концевого режущего инструмента.
 |
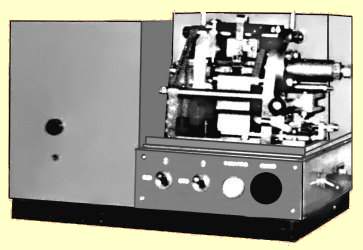
Машина "Г-19" для
сварки твердого сплава со сталями
Предназначена для соединения
методом контактной
стыковой сварки твердого сплава с нержавеющими, углеродистыми и легированными сталями.
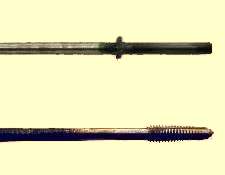
Твердый сплав ВК60М
Хвостовик из стали
Ø 2,4 ± 0,2; L = 4,7 ± 0,2 Ø 2,5; L = 72, не более Ø 2,2 ± 0,2; L = 10,0 ± 0,2 Ø 2,5; L = 72, не более Технология соединения твердых сплавов со сталями позволяет получить гарантированное качество сварных соединений, что достигается применением специальной схемы сварки, позволяющей достичь равномерного нагрева разнородных свариваемых заготовок в зоне сварки. Применяется для соединения заготовок коронковых пил, зубчатых боров, режущего инструмента, например, сверл.
Нашы
машины "Г-19" и технология соединения
твердых сплавов со сталями успешно внедрены на ряде предприятий, как Украины, так и за ее пределами. |
 |
 |
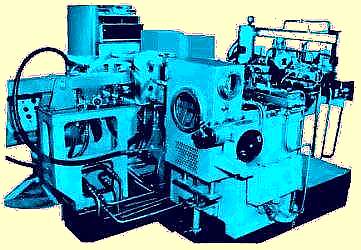
Автомат
"Г-11"
для сварки заготовок концевого режущего инструмента. Предназначен для контактной стыковой сварки инструмента одного диаметра 3; 4; 5; 6 или 8 мм. Сварочное изделие, получаемое на автомате, является заготовкой для изготовления концевого режущего инструмента и состоит из режущей части и нерабочей части-хвостовика. Автомат выполняет следующие операции: - выдачу метчика и хвостовика из загрузочных устройств (магазинов) в ручей токоведущих губок зажимов; - зажатие свариваемых деталей; - контактную стыковую электросварку; - разжатие заготовок и отвод подвижного зажима; - захват сваренной заготовки клещами манипулятора и перенос ее на позицию срезки грата; - срезку грата; - выдачу сваренных заготовок в в накопитель; - ориентированную укладку сваренных заготовок в тару из жаропрочной стали. Автомат "Г-11" реализует технологию, не требующую участия сварщика-оператора в технологическом процессе. Сварка, термическая обработка места соединения, удаление сварочного грата и ориентированная укладка сваренных заготовок осуществляется автоматически под контролем программного устройства. Данная технология производства инструментальных заготовок не требует многочасового их отжига в специальных печах, заготовки сразу передаются на механическую обработку. |
 |